




Að velja rétta snúningsborinn fyrir verkefnið þitt felur í sér að skilja þrjá lykilþætti: efni, húðun og rúmfræðilega eiginleika. Hver þessara þátta gegnir lykilhlutverki í afköstum og endingu borsins. Hér er nánar skoðað hvernig á að taka upplýsta ákvörðun.
Efni
1. Hraðstál (HSS):
Háhraðastál (HSS) hefur verið óaðskiljanlegur hluti af skurðarverkfærum í meira en öld, metið mikils fyrir víðtæka notkun og hagkvæmni. HSS-borar eru þekktir fyrir fjölhæfni sína og virka vel bæði með handborvélum og stöðugum pöllum eins og borpressum. Lykilkostur HSS er endurbrýnandi geta þess, sem eykur endingu boranna og gerir það að hagkvæmum valkosti fyrir rennibekki einnig. Ennfremur er HSS fáanlegt í mismunandi stáltegundum, hver með mismunandi frumefnasamsetningu til að mæta sérstökum skurðarþörfum. Þessi fjölbreytni í stáltegundum eykur aðlögunarhæfni HSS, sem gerir það að fjölhæfum og nauðsynlegum þætti í fjölbreyttum vinnsluverkefnum.
2. Kóbalt HSS (HSSE eða HSSCO):
Í samanburði við hefðbundið HSS sýnir kóbalt HSS betri hörku og hitaþol. Þessi aukning á eiginleikum leiðir til verulega bættrar núningþols, sem gerir HSSE borkrona endingarbetri og skilvirkari. Innifalið kóbalt í HSSE stuðlar ekki aðeins að aukinni núningþoli heldur eykur einnig heildarlíftíma þeirra. Líkt og hefðbundið HSS hafa HSSE borkrona þann kost að vera endurbrýnanleg, sem lengir enn frekar endingartíma þeirra. Nærvera kóbalts í HSSE gerir þessa borkrona sérstaklega hentuga fyrir krefjandi borverkefni þar sem endingu og núningþol eru nauðsynleg.
3. Karbíð:
Karbíð er málmblönduð blanda, aðallega úr wolframkarbíði með ýmsum bindiefnum. Það er mun hörkulegra, hitaþolnar og núningþolnar en HSS. Þótt karbíðverkfæri séu dýrari, þá eru þau bæði endingargóð og hraðvirkari. Þau þurfa sérhæfðan búnað til að brýna þau aftur.
Húðun
Húðun á borborum er mjög mismunandi og er valin út frá notkun. Hér er stutt yfirlit yfir nokkrar algengar húðanir:
1. Óhúðað (bjart):
Þetta er algengasti liturinn á HSS borum. Óhúðuð verkfæri eru tilvalin fyrir mjúk efni eins og ál og lágkolefnisstál, og þau eru hagkvæmust.
2. Svart oxíðhúðun:
Veitir betri smurningu og hitaþol en óhúðuð verkfæri, sem lengir líftíma þeirra um meira en 50%.
3. Títan nítríð (TiN) húðun:
Títanhúðaðar borvélar virka vel í mörgum tilfellum vegna einstakra eiginleika þeirra. Í fyrsta lagi eykur húðunin hörku og núningþol, sem gerir borvélinni kleift að haldast beittri við borun í gegnum harðari efni og veitir lengri endingartíma. Þessir borvélar draga úr núningi og hitauppsöfnun, auka skurðargetu og vernda borvélina gegn ofhitnun. Títanhúðaðar borvélar henta til notkunar í mörgum efnum, svo sem ryðfríu stáli, áli og tré, sem gerir þær tilvaldar fyrir verkfræði- og heimilisnotkun. Að auki smjúga þessir borvélar hraðar og hreinni í gegnum efni og veita snyrtilegri skurðflöt. Þó að títanhúðaðar borvélar geti kostað meira en venjulegar borvélar, þá gerir mikil skilvirkni þeirra og langur endingartími þær að góðri ávöxtun fjárfestingar fyrir notkun sem krefst mikillar núningþols og nákvæmrar skurðar.

4. Ál-títan nítríð (AlTiN) húðun:
Í fyrsta lagi eru AlTiN-húðanir afar hitaþolnar, sem gerir þeim kleift að skara fram úr í hraðskurði og vinnslu á háhitamálmblöndum. Í öðru lagi bætir þessi húðun verulega núningþol og lengir endingartíma verkfæra, sérstaklega við vinnslu á hörðum efnum eins og ryðfríu stáli, títanmálmblöndum og nikkelblöndum. Að auki dregur AlTiN-húðunin úr núningi milli borsins og vinnustykkisins, sem bætir vinnsluhagkvæmni og hjálpar til við að ná sléttari skurðyfirborði. Hún hefur einnig góða oxunarþol og efnafræðilegan stöðugleika, sem gerir henni kleift að viðhalda afköstum í erfiðu vinnuumhverfi. Í heildina eru AlTiN-húðaðar borvélar tilvaldar fyrir hraðskurð og nákvæma vinnslu og eru sérstaklega hentugar til að meðhöndla hörð efni sem eru áskorun fyrir hefðbundnar borvélar.
Rúmfræðilegir eiginleikar
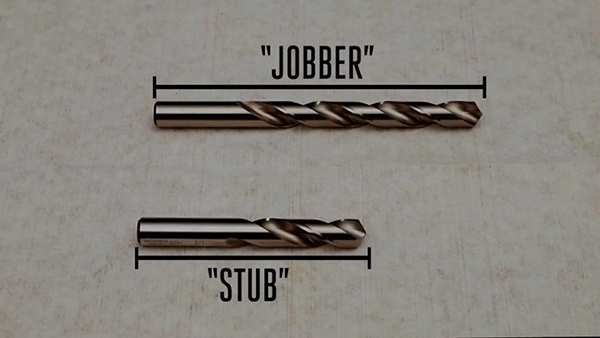
1. Lengd:
Hlutfall lengdar og þvermáls hefur áhrif á stífleika. Að velja bor með nægilega löngum rifum til að losa flísar og lágmarka yfirhang getur aukið stífleika og endingu verkfærisins. Ófullnægjandi riflengd getur skemmt borinn. Það eru ýmsar lengdarstaðlar til að velja úr á markaðnum. Algengar lengdir eru Jobber, stubby, DIN 340, DIN 338, o.s.frv.
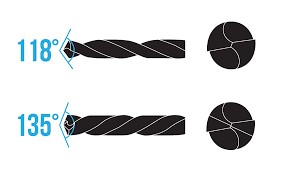
2. Borhornhorn:
118° oddhornið er algengt fyrir mjúk málma eins og lágkolefnisstál og ál. Það skortir yfirleitt sjálfmiðunargetu og þarfnast forholu. 135° oddhornið, með sjálfmiðunareiginleikum sínum, útilokar þörfina fyrir sérstakt miðjugat og sparar mikinn tíma.
Að lokum, að velja rétta snúningsborinn felur í sér að vega og meta kröfur efnisins sem verið er að bora, æskilegan líftíma og afköst borsins og sértækar kröfur verkefnisins. Að skilja þessa þætti mun tryggja að þú veljir skilvirkasta og hagkvæmasta borinn fyrir þarfir þínar.
Birtingartími: 10. janúar 2024